Por Lucas William Saura — Eng. de Produção, NACE Level 2
A integridade de um sistema de pintura industrial depende diretamente da qualidade do seu substrato. A literatura técnica (ISO 8501, ISO 8502 e ISO 8503) estabelece critérios claros para limpeza, contaminação e perfil de rugosidade, porém, na prática, observa-se que muitos desvios ocorrem por falta de controle metrológico.
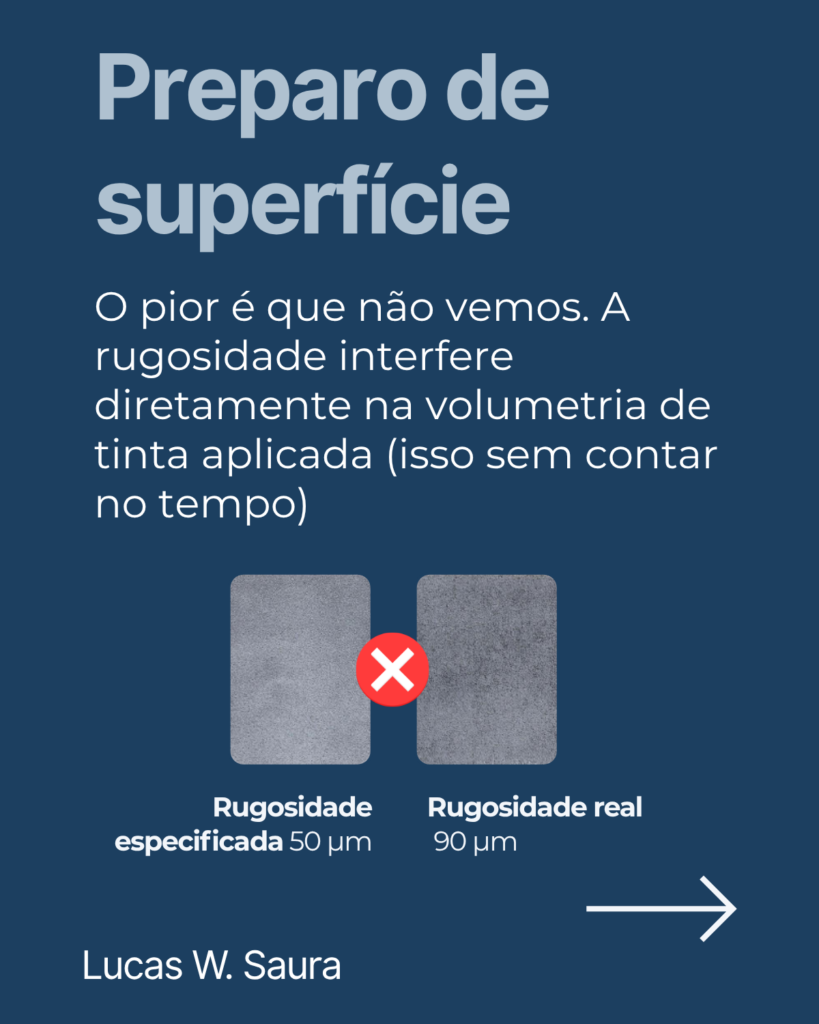
Entre esses parâmetros, o perfil de rugosidade (surface profile) é um dos mais críticos. Quando executado acima da especificação, cria-se um aumento não linear da área superficial, exigindo maior volume de tinta para atingir o DFT, elevando custos e reduzindo a confiabilidade do sistema.
O perfil de rugosidade é constituído por picos e vales gerados pelo jateamento abrasivo. Quanto maior este perfil, mais tinta é necessária para preencher os vales, garantindo:
A espessura úmida (WFT) necessária é determinada pela relação:
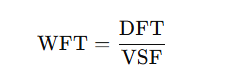
Onde:
O estudo detalhado abaixo corresponde ao cenário real de uma obra industrial de 1.000 m².

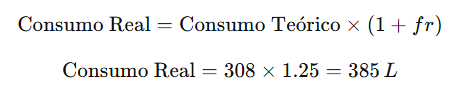
Esse fator representa o aumento de tinta necessária devido ao preenchimento adicional dos vales formados pelo jato mais agressivo.
O rendimento informado é:
Assim, o consumo teórico para 1.000 m² é:

A fórmula utilizada:
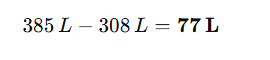

Esse é o prejuízo por obra de 1.000 m².
Para uma empresa que pinta:
Isso equivale a aproximadamente:
Assim, o custo anual é:
Ou seja, ≈ R$ 100 mil desperdiçados anualmente devido apenas ao perfil de rugosidade fora da especificação.
O aumento da rugosidade provoca:
A execução acima da rugosidade recomendada resulta em:
Os 77 litros analisados representam apenas a primeira demão.
Em sistemas multicamadas, o prejuízo multiplica-se por:
Os cálculos demonstram que a rugosidade é um parâmetro de altíssimo impacto econômico e técnico. Quando não controlado, gera desperdícios significativos, reduz a qualidade da aplicação e compromete a durabilidade do sistema.
A pintura industrial exige engenharia, não tentativa e erro.
O controle metrológico adequado — rugosidade, sais, poeira e limpeza — deve ser tratado como investimento, não como custo.
O prejuízo invisível começa onde o controle termina.
Mais um Workshop de Pintura Industrial realizado com sucesso e desta vez no Espírito Santo, onde fomos muito bem recebidos pelos parceiros Intercores Tintas (Distribuidor International – Akzo Nobel) e Matricial Engenharia.
Muitos debates técnicos e demonstrações conduziram o evento que foi prestigiado por aproximadamente 15 das mais importantes empresas capixabas do setor.
O destaque do dia foram as ferramentas de preparo de superfície, responsáveis pela fase inicial e determinante para a qualidade da pintura industrial. A hidrojateadora TITAN 4240 da WS foi utilizada com e sem abrasivo para limpeza profunda e abertura de perfil. E, em primeira mão, apresentamos nosso mais novo modelo de vapor blasting (jato úmido) Easyblast 200, resultado de seis gerações de protótipos testados, com a excelência em performance que buscávamos e que estará disponível para o mercado a partir de novembro. Aguardem!




Perfil da superfície, também conhecido como perfil de rugosidade ou padrão de ancoragem é um parâmetro que desempenha papel importante na preparação da superfície. Além de limpa, uma determinada rugosidade talvez seja requerida para assegurar a adequada adesão da pintura ou revestimento na superfície.
Ao criar uma superfície áspera com “picos e vales” aumenta-se a superfície total criando uma área maior de ligação onde a tinta vai aderir. Os boletins técnicos das tintas informam a rugosidade ou perfil de ancoragem requerido para garantir o desempenho do sistema de revestimento. Um perfil de superfície muito baixo causa problemas de adesão.
Criar um perfil de superfície especifica não é tarefa fácil. O perfil é determinado pelo tamanho, tipo e resistência do abrasivo utilizado, pressão do ar e também pela distância e ângulo entre o bocal e a superfície.
O rugosímetro ou medidor de rugosidade é o instrumento utilizado para verificação do perfil da superfície e alguns parâmetros são usados para verificar a conformidade da superfície, como Ra, Rz, Ry e Rt.
Abaixo alguns instrumentos utilizados para medir o perfil de rugosidade:

Informações técnicas
Normas: ISO 2808-4B, ASTM D 4417-B, JIS K 5600-1-7, BS 3900-C5 (procurar o padrão apropriado para a correta execução do teste)

Informações técnicas
Normas: ISO 8503-5
Trata-se de um rugosímetro digital que determina a rugosidade média em grandes áreas por meio de medição contínua. Fácil de operar, com representações gráficas, armazenagem de dados em vários lotes em relatório de pesquisa em Microsoft Excel.
Controlar a rugosidade do casco de um navio por meio de equipamentos de medição, por exemplo, desempenha um papel importante nos custos de funcionamento da embarcação. A rugosidade da superfície do casco de um navio aumenta, principalmente devido à corrosão, ondulação placa, danos mecânicos, spray seco e acima de tudo bio incrustações. A manutenção adequada e a correta aplicação revestimentos anti-incrustantes de alta qualidade reduzem o perfil de rugosidade do casco e levam a economias significativas no consumo de combustível e emissões de CO2.

Informações técnicas:
Precisão: ± 5 µm ou 2%, o que for maior
Memória: Suficiente para quatro levantamentos completos, dentro e fora das instalações, totalizando mais de 10.000 leituras
Localização do armazenamento: basta apontar e clicar no local do casco na representação gráfica
Unidade: Micrometros
Velocidade: 50 mm/s, indicador de velocidade de LED no sensor
Interface: USB para conexão com PC
Alimentação: 4 pilhas alcalinas AA, disponível em todo o mundo
Dimensões do sensor: 205 x 80 x 40 – Peso: 630g
Dimensões da unidade de controle: 200 x 115 x 40 mm – Peso: 350 g
Unidade de controle com correia de pescoço
Sensor com cabo
Base para calibração
Pen Drive com software
Cabo USB para conexão com PC
4 pilhas AA
